

不容错过的哪里有切割Q460C钢板视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:哪里有切割Q460C钢板的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家坚持“以质量求信誉以信誉求发展,以低廉的价格优质的 安徽铜陵Mn13耐磨板产品赢得客户”为宗旨,。我们以“优良的品质,优惠的价格、热情的服务”赢得了新老客户的信赖和支持,在业界树立起良好的信誉和口碑。 本公司专业生产 安徽铜陵Mn13耐磨板等。公司也加强了与国内各大厂进一步的合作,努力在把握质量求生存下功夫,从保证资源、稳定客户上求发展。


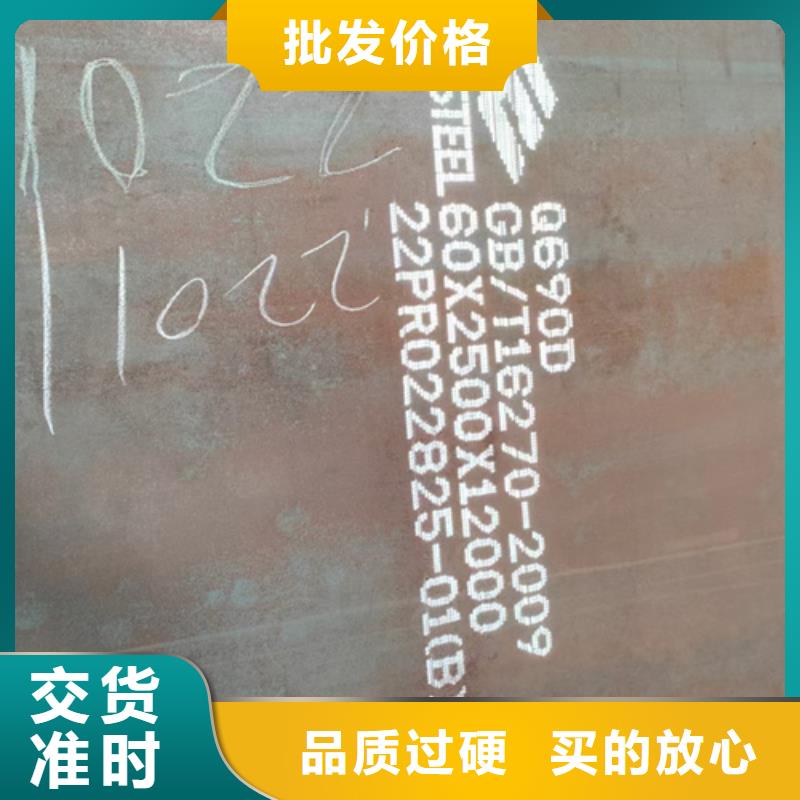
Q690D高强钢板表面质量1)钢板表面不允许存在裂纹、华尔网附近气泡、华尔网附近结疤、华尔网附近折叠和夹杂等对使用有害的缺陷。钢板侧面不得有分层。如有上述表面缺陷,允许清理,清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,应保证钢板的小厚度。缺陷清理处应平滑无棱角。2)其他缺陷允许存在,其深度从钢板实际尺寸算起,不得超过厚度允许公差之半,并应保证缺陷处钢板厚度不小于钢板允许下限厚度。3)经供需双方协商,并在合同中注明,钢板允许焊补,如调质处理后进行焊补,应再次进行调质处理。4)经供需双方协商,并在合同中注明,标面质量可按GB/T14977的规定。9、华尔网附近Q690D钢板应用范围Q690D适应于电力铁塔、华尔网附近各类起重吊车、华尔网附近重型汽车、华尔网附近石油井架、华尔网附近高温风机、华尔网附近大型电铲、华尔网附近自卸车及钻机、华尔网附近煤矿液压支架、华尔网附近钢结构等。



【多麦金属】高锰耐磨耐候钢板生产厂家是集 安徽铜陵Mn13耐磨板生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!



高强钢板焊接施工工艺及焊接工艺参数的选择3.1焊接施工工艺工件尺寸定位--点固焊--预热--焊口施焊--自检--焊后热处理--无损检测3.2 焊接工艺的选择3.2.1 焊接方法和材料的选用主要采用二氧化碳气体保护焊,焊丝使用德国进口的特殊焊丝TUnionGM 100。3.2.2 装配定位焊由于 Q690D 高结构钢的淬硬性及结构应力,定位焊时就应预热,且定位焊缝应具有足够的强度,防止定位焊裂纹。建议定位焊缝的长度不小于50mm,板厚在 20mm 以内时单道定位焊,板厚超过 20mm 时,定位焊缝至少应焊两道。3.3.3 预热温度 层间温度及后热Q690D 高结构钢的预热温度 80℃~200℃,定位焊处的预热温度比正常焊前的预热温度高 50℃左右,板厚 20~40mm 之间预热温度大约为65℃左右,板厚 40~65mm之间预热温度大约为 100℃,板厚超过 65mm预热温度大约为 150℃左右,层间温度不能低于预热温度但不能大于 250℃。预热范围,一般按焊缝一侧宽 50~100mm。预热温度的测量点,按DIN32524 要求应在工件表面上距坡口边缘4Xt、华尔网本地但不超过30mm的地方,并且是在电弧进行方向的前方50~200mm处。应避免电弧对测温数据的影响。层间温度可直接在前道焊缝上测量。后热采用缓冷的工艺措施,步在 250℃~300℃持续保温不低于6小时,第二步用石棉包敷 4~8 小时自然冷却到室温,冬季气温相对较低可延长包敷时间,防止焊缝出现裂纹。3.3.4 焊接工艺参数不应采用大线能量焊接,充分利用窄焊道,薄层焊,多层多道的焊接工艺,实际生产中根据需要选择合适的焊接电流,电弧电压,焊接速度等。3.3.5 焊前清理和焊接顺序焊前应仔细坡口周围母材表面上的油、华尔网本地水等污物。必要时用酒精或其它清洗剂清理焊口;采用合理的装配和焊接顺序,改善焊件应力状态。3.3.6 锤击焊缝区当焊缝金属冷却过程中(温度在100℃~250℃区间),用小锤轻敲焊缝使金属展开,可以减少应力 1 /2~1/4,对多层焊,除层和一层焊缝外,其余都要锤击。4 结束语Q690D 高强度结构钢主要将在以后的刀盘制做中会有广泛的应用,通过对 Q690D 高强度结构钢的焊接工艺分析,在焊接过程中应根据实际应用场合选择合适的焊接材料、华尔网本地焊接工艺以及焊接方法。同时还应注意在焊接过程中容易出现的问题,应考虑到各方面的因素做好防止措施,正确施焊确保优良的焊接质量。


Q550D高强钢板热成形工艺流程简介Q550D高强板热冲压成形生产线相较于冷冲压生产线明显的区别是前者在生产线上把钢板坯料先加热再冲压成形,在模具内实现保压淬火冷却,从而获得更高的强度、华尔网抗变形性与硬度,成形零部件的抗拉强度高达1600~2000MPa。以目前常用的高强钢材料Q550D为例,其出厂时的屈服强度为350~550MPa、华尔网抗拉强度为500-700MPa,经过热冲压成型后的屈服强度为9501250MPa、华尔网抗拉强度为13001650MPa,强度大大。目前常用的高强板热冲压成形的工艺流程如下:将高强度Q550D钢板加热到奥氏体温度区间,在Q550D钢板仍具有很高的延展性时进行快速冲压、华尔网保压、华尔网淬火后得到的均匀的马氏体组织,进而得到强度很高的热冲压件



