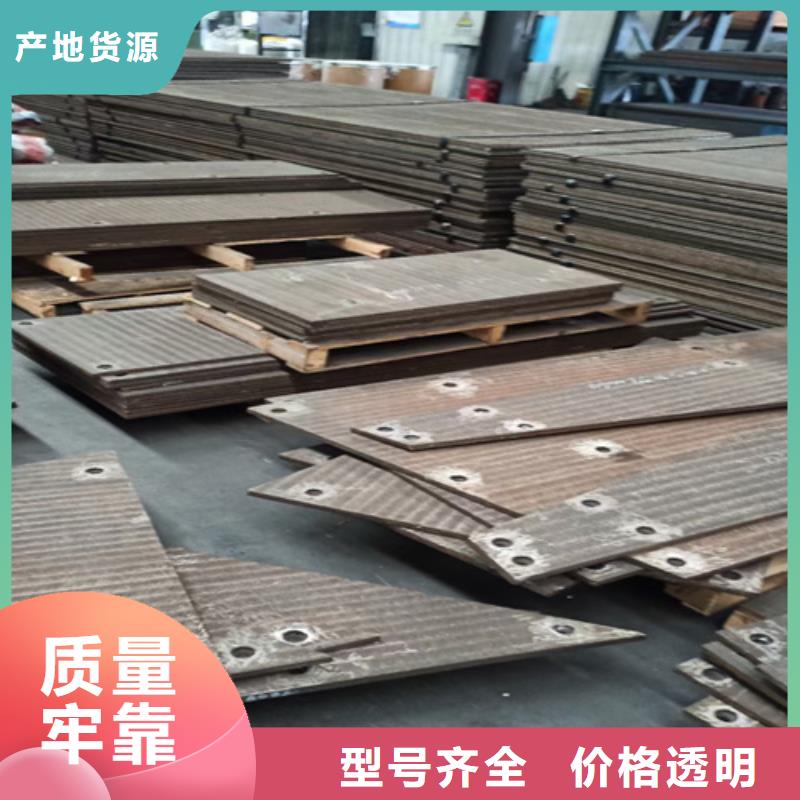
以下是:12+6堆焊耐磨板厂家加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
以下是:12+6堆焊耐磨板厂家加工的图文视频
12+6堆焊耐磨板厂家加工,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供12+6堆焊耐磨板厂家加工产品案例,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到云南省 昭通市 昭阳区、鲁甸县、巧家县、大关县、永善县、绥江县、镇雄县、彝良县、威信县、水富市。 云南省,昭通市 昭通市水能资源丰富,境内有溪洛渡、向家坝、白鹤滩三座巨型电站,煤、硫储量居全省首位,是世界优质天麻种源基地、世界马铃薯高原种薯之都、中国南方的优质苹果基地、中国筇竹之乡。2022年,昭通市实现地区生产总值1541.02亿元,比上年增长3.7%。
对于12+6堆焊耐磨板厂家加工产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:12+6堆焊耐磨板厂家加工的图文介绍
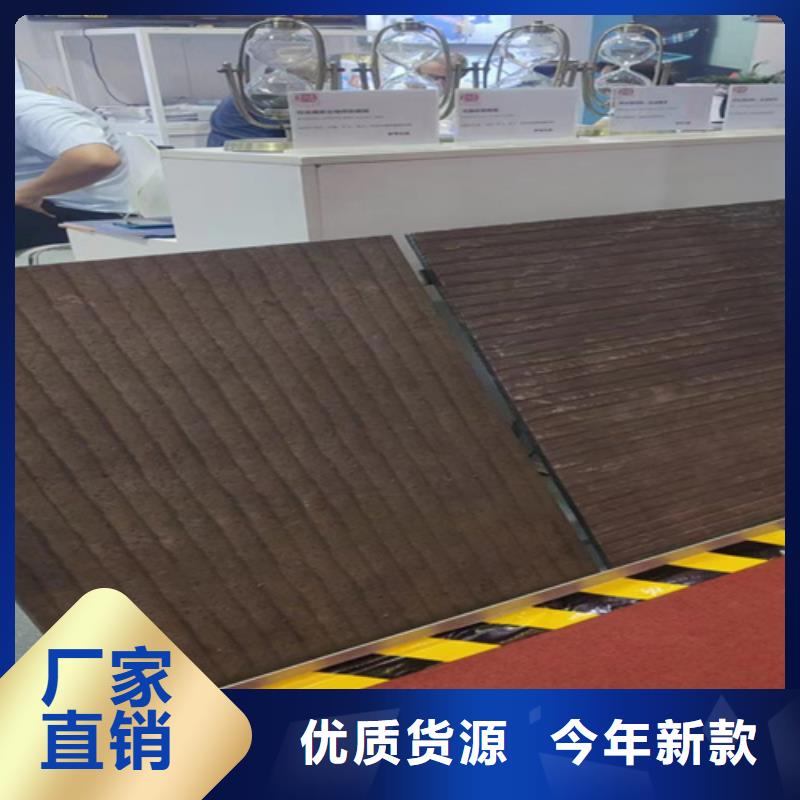
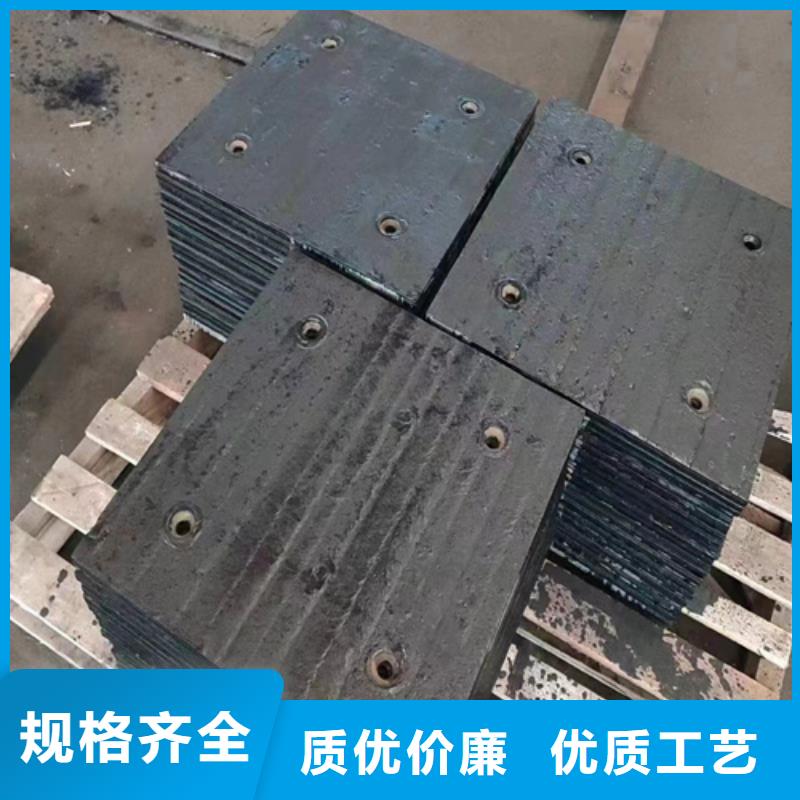
落煤筒为什么选择碳化铬复合耐磨钢板做衬板?这是因为KNM60碳化铬耐磨板具有较好的耐腐蚀性能。KNM60碳化铬复合耐磨钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。所以用于落煤筒做衬板能起到防止粘煤的性能。KNM60碳化铬复合耐磨钢板具有高耐磨性、云南昭通本地耐冲击、云南昭通本地可变形和可焊接等性能特性,可像钢板一样直接进行卷板变形、云南昭通本地切割和打孔,加工成合适的耐磨部件。KNM60耐磨复合钢板是指 大面积磨损工况条件下使用的特种板材产品,是在韧性、云南昭通本地塑性较好的普通低碳钢或者低合金钢、云南昭通本地不锈钢等表面通过堆焊方法复合一定厚度的硬度较高、云南昭通本地耐磨性优良的合金耐磨层而制成的板材产品。KNM60耐磨复合钢板具有很好的耐腐蚀性。KNM60耐磨复合钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力,因此,其可以用于落煤筒做衬板,防止粘煤。复合耐磨钢板



磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板



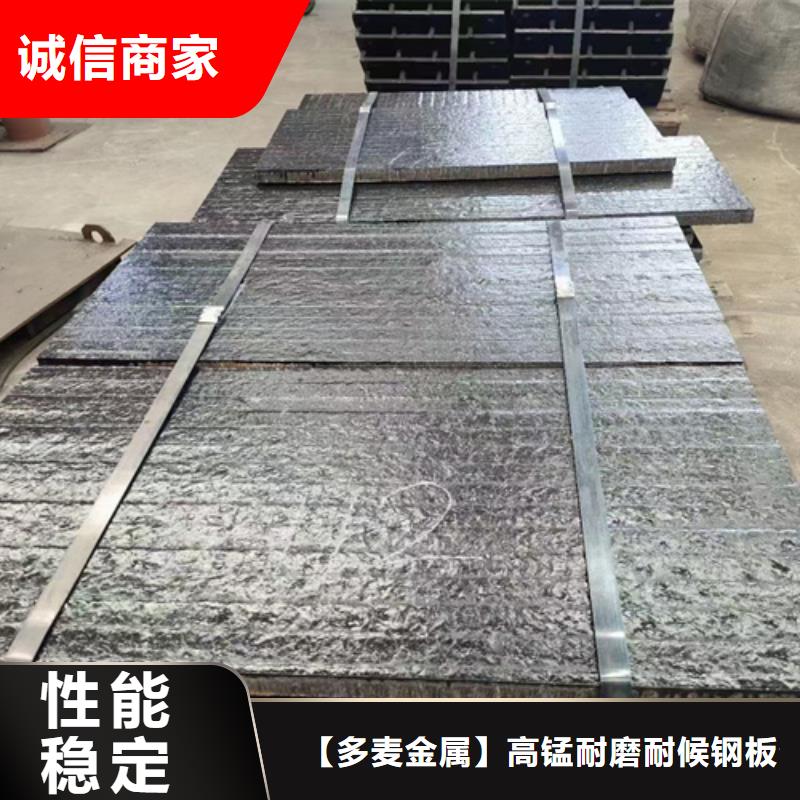
【多麦金属】高锰耐磨耐候钢板生产厂家主打: 云南昭通Mn13耐磨板等。我厂是集研发,生产销售为一体的大型厂家,工厂位于经济技术开发区创业大厦B塔310,拥有一支高素质的 云南昭通Mn13耐磨板营销人员及生产、安装队伍。我们的产品工艺精湛,设计精美,款式新颖,图案美观,色彩丰富,质量上乘,品种繁多,坚固耐磨,实用性强,且融入现代家纺新理念。 联系人:朱经理 .


堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、云南昭通送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



选购12+6堆焊耐磨板厂家加工来云南省昭通市找【多麦金属】高锰耐磨耐候钢板生产厂家,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱经理-17768165506,{QQ:1946909636},地址:[经济技术开发区创业大厦B塔310]。